Referenz
06.07.2023
Kokerei des SSAB-Stahlwerks in Raahe, Finnland
Der strömungsdynamische Staubabscheider von Filtrabit ist in der Koks-Siebstation installiert, direkt neben der rund 15 Meter hohen Filteranlage der Kokerei.

06.07.2023
Der strömungsdynamische Staubabscheider von Filtrabit ist in der Koks-Siebstation installiert, direkt neben der rund 15 Meter hohen Filteranlage der Kokerei.
Das SSAB-Stahlwerk in Raahe beschäftigt gemeinsam mit seinen Subunternehmern mehr als 4.000 Mitarbeiter und verbraucht jährlich über eine Million Tonnen Kohle.
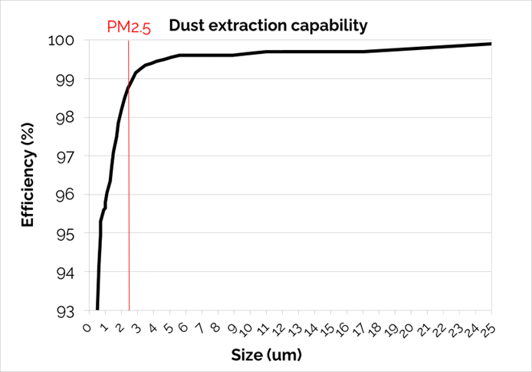
Der strömungsdynamische Staubabscheider von Filtrabit ist in der Koks-Siebstation installiert, direkt neben der rund 15 Meter hohen Filteranlage der Kokerei. Dort konnte ein herkömmlicher Schlauchfilter zuvor nur einen Teil der Mikropartikel unter 2,5 Mikrometern Durchmesser abscheiden.
Durch den strömungsdynamischen Staubabscheider strömen 2.400 m³ Luft pro Stunde. Aus dieser Luft werden täglich mehr als zwei Tonnen Koksstaub direkt in einen Container abgeschieden. Ein großer Teil dieses Staubs liegt im PM2,5-Bereich, der besonders gesundheitsschädlich ist.
Der strömungsdynamische Staubabscheider hat die Arbeitsbedingungen der Prozessmitarbeiter in der Kokerei deutlich verbessert.
Das System befindet sich seit 2020 im Dauerbetrieb.

SSAB betreibt an der Grobsiebung des Kokses eine Schlauchfilteranlage mit 40.000 m³/h, die zunehmend unter Überlastung litt.
Neben der Überlastung konnte das bestehende System am entferntesten – und zugleich staubintensivsten – Absaugpunkt nicht ausreichend Unterdruck bereitstellen.
Die festen Partikel im Staub sind sehr fein und extrem abrasiv. Die mittlere Partikelgröße in der Prozesslinie beträgt etwa 200 Mikrometer, die kleinsten Partikel liegen sogar unter 1 Mikrometer.
Die Staubkonzentration beträgt typischerweise rund 15 g/m³, kann jedoch zeitweise auf das Zehnfache ansteigen, wodurch sich ein Mittelwert von etwa 35 g/m³ ergibt.
Die Lufttemperatur kann bis zu 150 °C erreichen.
Mehrere Betriebsparameter wurden als unzureichend bewertet:

SSAB arbeitete mit Filtrabit zusammen, um das Entstaubungssystem zu analysieren und eine völlig neue Lösung zu entwickeln – ohne große Investitionsprojekte und unter Berücksichtigung der beengten Platzverhältnisse vor Ort.
Die bestehende Kanalführung und der alte Schlauchfilter blieben erhalten.
Gleichzeitig wurde die Staubbelastung des Schlauchfilters durch ein neues, von Filtrabit in Zusammenarbeit mit der Universität Oulu entwickeltes Staubabscheidungssystem deutlich reduziert.
Das neue System entfernt einen großen Teil des Staubs, bevor die Luft den alten Filter erreicht.
Der strömungsdynamische Staubabscheider wurde direkt in der Koks-Siebstation installiert und an einen der bestehenden Absaugpunkte angeschlossen – einen der staubintensivsten Punkte, an dem frischer, stark staubhaltiger Koks in die Siebung eintritt.
Die übrigen neun Absaugpunkte blieben weiterhin am bestehenden Schlauchfiltersystem angeschlossen.
Durch die Übergabe eines Absaugpunkts an das Filtrabit-System stand dem bestehenden Schlauchfilter mehr Absaugleistung für die übrigen Punkte zur Verfügung – die Gesamtleistung des Systems verbesserte sich deutlich.
Der strömungsdynamische Staubabscheider arbeitet in zwei Stufen:

Jeder Separation Core arbeitet mit 1.200 m³/h.
Die Anlage in Raahe verfügt über zwei Cores, was einen Gesamtvolumenstrom von 2.400 m³/h ergibt.
Das im Zyklon abgeschiedene Grobmaterial und der feine Staub aus dem Separation Core werden über ein Staubfördersystem in ein Staubsilo geleitet.
Der Abluftkanal des Filtrabit-Systems ist an das bestehende Schlauchfiltersystem angeschlossen, sodass keine neuen Emissionspunkte entstehen.
Im Zusammenspiel erfüllen beide Systeme sowohl die internen Emissionsanforderungen von SSAB als auch die gesetzlichen Grenzwerte.
Das Filtrabit-System arbeitet autark, ist jedoch in die zentrale Automatisierung der Anlage eingebunden.
Durch den Einsatz der Filtrabit-Technologie konnte SSAB eine bereits geplante Investition in Millionenhöhe zur vollständigen Erneuerung der Schlauchfilteranlage verschieben oder sogar vermeiden.
Eine weitere modulare Filtrabit-Einheit befindet sich aktuell in der Engineering-Phase.
Sie wird die Staubbelastung weiter reduzieren und gleichzeitig die Rückgewinnung wertvollen Koksstaubs maximieren.
SSAB und Filtrabit zeigten sich äußerst zufrieden mit dem Projektergebnis.
Die Filtrabit-Technologie bewährte sich als hocheffizientes Ergänzungssystem zur bestehenden Schlauchfilteranlage.
Die Endabnahme erfolgte am 30. Mai 2022.
Weitere Ergebnisse:

„Es gibt eindeutig zu viel Staub auf dieser Welt. Er sollte gesammelt werden und sich nicht ausbreiten – egal, ob er aus einem Stahlwerk oder einer anderen Anlage stammt.“
– Welche Herausforderungen haben SSAB Raahe dazu veranlasst, neue Wege in der Entstaubung zu gehen?
„Ein Teil der Prozessgase muss aus dem Prozess abgeführt werden, und zusammen mit diesen Gasen ist Staub aus der Anlage ausgetreten. Die Staubmenge war so groß, dass sie sichtbar war.
An einem Punkt haben wir begonnen zu überlegen, wie wir diesen Staub erfassen könnten, damit er die Umgebung nicht belastet. Das war der Moment, in dem wir erstmals an eine Lösung wie einen Schlauchfilter gedacht haben.
Die Herausforderung für Anlage und Prozess liegt darin, dass das Gas sehr korrosiv ist. Es enthält Chloride, die bei bestimmten Temperaturen und einem entsprechenden Säurepunkt Korrosionsstellen im Stahl verursachen.
Von dort aus begannen wir gezielt nach Lösungen zu suchen, die einem solchen Umfeld dauerhaft standhalten können.“
– Wie hat das System von Filtrabit zur Lösung dieser Herausforderungen beigetragen?
„Harte Partikel im Staub führen zu erheblichem Verschleiß, was wiederum zu beträchtlichen Wartungskosten geführt hat.
Das Gerät, das wir zu testen und weiterzuentwickeln begonnen haben, war von Anfang an als Unterstützung eines konventionellen Entstaubungssystems gedacht.
Wir haben das von Filtrabit entwickelte System als eine Art Vorabscheider (First-Pass-Filter) eingesetzt. Dadurch wurde der herkömmliche Filter deutlich entlastet.“
– Was sind aus Ihrer Sicht die wichtigsten Vorteile des Filtrabit-Systems?
„Der große Vorteil dieses Systems ist, dass wir derzeit in den Tests außerordentlich saubere Ergebnisse erzielen können – Ergebnisse, die mit reiner Schlauchfiltertechnologie nur schwer erreichbar wären.
Diese Technologie bietet einen erheblichen Mehrwert, insbesondere wenn es um heiße und stark erosive Partikel geht.
Die Standfestigkeit und Lebensdauer dieses Systems sind deutlich besser als bei konventionellen Filtern.
Ein solches System vor eine ältere Anlage zu schalten, senkt die Wartungskosten erheblich – und das ist ein sehr wichtiger Punkt für uns. Genau diesen Effekt untersuchen wir aktuell, um das tatsächliche Einsparpotenzial quantifizieren zu können.“
– Wie hat sich die Luftqualität in der Kokerei verändert?
„Kokereien gelten weltweit als sehr schmutzige, staubige und schwierige Arbeitsumgebungen.
Doch viele Besucher haben zu uns gesagt: ‚Ihr habt es geschafft, die Umgebung hier in einem erstaunlich sauberen Zustand zu halten.‘
Es ist schön zu sehen, dass es hier Füchse, Elche, Hasen und sogar einen Seeadler gibt – neben all dem anderen Leben.Wenn wir diese Verbesserungen noch weiter vorantreiben, bin ich überzeugt, dass die Umwelt rund um das Stahlwerk auch künftig in gutem Zustand bleiben wird.
Unsere Mitarbeiter im Werk haben ebenfalls festgestellt, dass die Luft innerhalb der Anlage deutlich sauberer geworden ist – und das allein ist schon ein Grund zur Freude.“
– Können auch andere SSAB-Werke und Prozesse von dieser Technologie profitieren?
„Dieses containerbasierte System, das Filtrabit entwickelt hat, lässt sich relativ einfach in praktisch allen unseren Prozessen einsetzen, in denen Staubkontrolle erforderlich ist.
Der Stahlherstellungsprozess befindet sich im Wandel – insbesondere hier in Raahe stehen wir bei SSAB an vorderster Front, wenn es darum geht, unsere Prozesse an die zukünftigen Anforderungen wie fossilfreien Stahl anzupassen.
In dem Moment, in dem an bestimmten Standorten Prozesse außer Betrieb genommen werden, die mit solchen containerbasierten Entstaubungseinheiten arbeiten, zeigt diese Technologie ihren besonderen Vorteil:
Man muss nicht in eine neue, aufwendige stationäre Entstaubungsanlage investieren – stattdessen unterstützt das modulare System den Übergang.
Und wenn diese Prozesse schließlich stillgelegt werden, können die Container einfach an eine neue Produktionslinie verlagert werden.“
– Sehen Sie auch Vorteile über den aktuellen Anwendungsfall hinaus?
„In unserem Prozess nutzen wir den Staub selbst nicht weiter, aber in vielen anderen Prozessen ist das sehr wohl möglich – und dann bedeutet das direkte Rohstoffeinsparungen.
Das ist einer der großen Vorteile dieses Entstaubungssystems.
Durch das Erhöhen oder Absenken der Luftvolumenströme lässt sich gezielt steuern, wie viel und welche Art von Material aus der Rohstoffbasis abgeschieden wird – Material, das sonst gemeinsam mit dem Staub aus dem Prozess verloren gehen würde.
Genau hier liegt die zentrale Bedeutung dieses Systems.
Für uns persönlich ist es wichtiger, die Wartungskosten zu senken und dauerhaft innerhalb der gesetzlichen Emissionsgrenzwerte zu bleiben.“
– Wie erleben Sie die Zusammenarbeit mit Filtrabit?
„Filtrabit hatte von Beginn an ein sehr innovatives Betriebsmodell, und dieses hat sich kontinuierlich weiterentwickelt.
Die Zusammenarbeit mit Filtrabit war sehr … wie soll ich es am besten beschreiben …
herzlich und flexibel.
Wir haben Probleme stets gemeinsam gelöst.
Wenn Herausforderungen aufgetreten sind, ging es nie darum, wer zuständig ist – sondern nur darum, dass wir sie zusammen lösen.“