Filtrabit’s flow-dynamic dust separator is installed inside the coke sieving unit, adjacent to the 15-meter-tall filtration unit of the coking plant, where a traditional bag filter could reduce only a portion of all the microparticles below 2.5 micrometers in diameter.
The SSAB steelworks in Raahe, together with subcontractors, employs more than 4 000 people and uses over a million tons of coal per year.
Filtrabit’s flow-dynamic dust separator is installed inside the coke sieving unit, adjacent to the 15-meter-tall filtration unit of the coking plant, where a traditional bag filter could reduce only a portion of all the microparticles below 2.5 micrometers in diameter.
Air flows through the flow-dynamic dust separator at a rate of 2 400 cubic meters per hour. From the air, more than two tons of coke dust per day is separated directly into a container. Much of the dust collected is in the sub-2.5 micrometer range, which is especially harmful to breathe.
The flow-dynamic dust separator has markedly improved the working conditions of process workers at the coking plant.
The system has been in continuous use since 2020.
The SSAB Raahe steel mill from the air.
Problem description
SSAB has a baghouse of 40 000 m3/h at their coarse coke sieving unit, which was experiencing significant problems with overloading.
In addition to being overloaded, the existing system could not provide enough suction at the farthest collection point, which was also the dustiest.
The solid particles in the dust are very small and extremely abrasive. The median particle size in the client process line is approximately 200 microns. The smallest particles can even be under 1 micron in diameter. The concentration of the dust particles is typically around 15 g/m3 but occasionally even ten times higher, raising the average to approximately 35 g/m3. The air temperature can be up to 150 C.
Several operating parameters were considered unsatisfactory:
The coke sieving unit at SSAB Raahe.
The traditional textile filter used was able to filter off only approximately half of the microparticles below 2.5 micrometers in diameter, leaving a lot of the health hazardous particles behind.
Existing dust suction capacity was not sufficient to handle exceptional dust bombs. As a result, the coke dust entered into the production facilities.
The performance of the filter bags was not satisfactory, as they at times could not handle the heavy dust load, and clogged.
Lifetime of the bag filters were sometimes only about six months due to wear and tear caused by coarse coke particles.
Replacing bag filters meant costly production breaks. In addition to the significant downtime from planned maintenance breaks, whenever one of the 200 individual bags in the system would malfunction, the entire system needed to be taken out of operation while it was replaced. The replacement work was dirty and a health hazard to workers.
An additional problem was the frequent cost of replacing bag filters. The old filter bags were hazardous waste that had to be disposed according to the regulations, and with associated disposal fees.
Solution
SSAB partnered with Filtrabit to evaluate the dust collection system and to find an entirely novel solution to the problem, without capital project costs, and taking into account the space limitations at the site.
A solution was developed to keep the existing extraction ducting and the old baghouse, but to relieve the dust load in the baghouse system by using a new dust separation system developed by Filtrabit together with the University of Oulu. The new system removes a significant part of the dust load before the air reaches the old bag filter system.
Filtrabit’s flow-dynamic dust separator was installed inside the coke sieving unit at the Raahe site. Filtrabit’s system was connected to only one of the existing filtration system’s dust collection points, which was considered one of the dustiest locations, where high dust content coke was just arriving to the sieving unit. The existing bag filter system continued to collect dust from nine other locations in later phases of the sieving process.
By handing over one of the dust collection points to Filtrabit’s system, more of the suction capacity of the existing bag filter system was left for the other collection points, improving the performance of the system overall.
The flow-dynamic dust separator works in a two-stage process: the pre-processing cyclone separates coarser particles and the heart of Filtrabit’s patented innovation, the separation core, removes the very fine dust by utilizing the principles of flow dynamics. The separation core operates in a fixed flow mode of 1 200 m3/h. The system implemented at the SSAB Raahe filtration unit has two cores, making the total flow 2 400 m3/h.
The coke feeder system at the SSAB Raahe steelworks.
The fall-out from the coarse cyclone and the fine dust that is extracted by the separation core, are directed to a dust conveying system and subsequently to the dust silo.
The outlet duct of Filtrabit’s flow-dynamic dust separator is connected to the facility’s main bag filter system for the purposes of venting out the cleaned air without introducing new emission points into the system. By working in tandem, the systems are able to meet SSAB’s own technical requirements for emissions as well as the limits set by environmental regulations.
The flow-dynamic dust separator works independently from the rest of the dust control equipment but still connects to the main automation systems of the facility.
By incorporating the Filtrabit system, SSAB was able to postpone or even eliminate the need for an already planned multi-million-euro investment into renewing the existing bag filter system entirely. Despite only being connected to one of the ten collection points, Filtrabit’s solution was able to prevent the bag filter from overloading and to keep the dust from spreading around the facility due to insufficient suction pressure.
An additional modular Filtrabit unit’s integration into the coke sieving station is currently in the engineering phase. The second unit will further lessen the load on the central bag filter system, while maximizing the amount of valuable coke dust collected for reuse. The additional suction capacity has the effect of parting the loose particles from the larger mass at the appropriate time, when they can be captured by the system. Those same particles can no longer become airborne at a later stage in the process, where they could otherwise evade capture.
Results
Both SSAB and Filtrabit were most satisfied with the outcome of the project. Filtrabit technology proved to perform extremely well as a supporting system for the existing bag filtration unit. Filtrabit’s system received SSAB’s final acceptance certificate on the 30th of May 2022.
Filtrabit’s system, which is only connected to a single point in SSAB’s existing dust removal system, still manages to significantly relieve the load on the existing bag filters, making the coke sieving unit operation more sustainable and economical.
Previously planned multimillion-euro investment for renewing the existing bag filter system could be postponed or possibly even canceled, with the help of Filtrabit dust removal technology.
The maintenance interval of the existing bag filter extended from 6 months to 2 years, significantly reducing the costs related to servicing the bag filters, excess filter waste and the need for cleaning the dust conveying systems, thus improving the productivity of the sieving unit.
Overall, more coke dust could be collected from the sieving process, meaning that:
The coke out of the sieving unit was cleaner.
More of the valuable coke dust could be collected and utilized directly.
The working environment in the coking plant has become visibly cleaner.
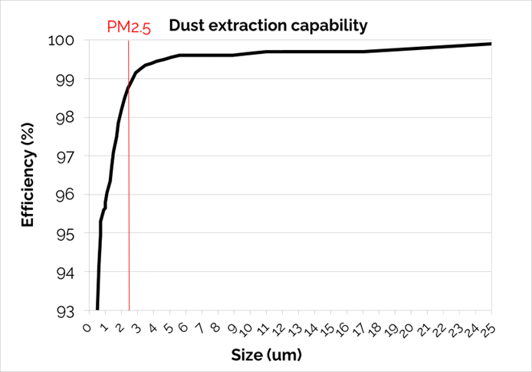
The flow-dynamic dust separator’s dust extraction efficiency as a function of particle size.
Filtrabit’s system is able to extract two tons of coke dust per day in continuous operation. In addition, the system is able to work efficiently during the times of exceptional dust bombs, where even up to 300 kg/h of coke dust can be collected. This has been a significant help for the existing bag filter system to continue working properly.
The dust extraction efficiency of the Filtrabit system, collecting both coarse and fine dust, is above 99% and has helped SSAB’s filtering system to meet both SSAB’s own and general industrial requirements for particulate matter emissions.
Filtrabit’s system has been proven reliable in operation over multiple years.
Interview with Timo Vierimaa, Technology Manager at SSAB Raahe
Timo Vierimaa, Technology Manager, SSAB Raahe.
”There’s certainly too much dust in this world. It should be collected and not allowed to be spread around, regardless of whether it’s from a steel mill or another facility.”
– What challenges led SSAB Raahe to start innovating on dust removal?
”Some recirculating gas needs to be removed from the process, and dust was escaping the facility along with the gas. There was enough of it to be visible. At some point we started to look at how we could capture that dust, so that it wouldn’t burden the surrounding area. That’s the first time we thought of a solution like a bag filter.
The challenge for the device and process is that the gas is very corrosive. There are chlorides in it. The chlorides have an effect after reaching a point of acidity in temperature, where points of corrosion appear in the steel. From there we started to look for solutions that could withstand such an environment.”
– How did Filtrabit’s device help answer those challenges?
”Hard particles inside the dust result in a lot of wear, which has resulted in rather significant expenses through maintenance. The device that was started to be tested and developed, was meant to support a conventional dust removal system. We deployed the device developed by Filtrabit as a first pass filter, which resulted in the traditional filter to be under less strain.”
– What are the main benefits of Filtrabit’s system?
”The big advantage of this device is that currently we can achieve in the tests some extremely clean results. Results that would be hard to reach by bag filter technology.
This technology provides a lot of added value, when we go to hot particles and eroding particles.
The durability of this device is much improved over a conventional filter.
Bringing a device like this in front of an older facility reduces maintenance costs, which is a big thing as well. This we are investigating as we speak, to see the level of impact it has on the maintenance costs.”
– How has air quality improved at the coking plant?
”The coking plant is perceived around the world as a very dirty, dusty and difficult place but so many of whom have visited have said: ‘You’ve managed to keep the nature around here in a pretty clean state.’ And that it’s nice to come and see that there are foxes, moose, rabbits and even a white-tailed eagle along with everything else.
As we improve this a little further, I’m sure the environment around the steelworks will remain in good condition. And our people who work in the facility, they have noticed that the air is much cleaner inside as well. Which is something to be happy about on its own.”
– Can other SSAB plants and processes utilize the technology?
”This container-based system developed by Filtrabit should be fairly easy to utilize in any of our processes that need dust control.
The steelmaking process is evolving, and especially in Raahe, we at SSAB are at the forefront of changing our process towards meeting future challenges of fossil-free steel and so forth. At that point, when there are some of these dust control units in use at sites that likely will not remain in use in the new process, that’s where this container-based technology will help in a way where you don’t need to invest in a more effective dust control facility, but instead this is helping alongside.
And if that moment comes when some of these processes are being deprecated, that use the container-based technology, those containers can be moved to our new, upcoming production line.”
– Do you see benefits beyond the current use case?
”In our process, we don’t utilize the dust, but in many other processes it can be utilized, at which point it constitutes direct raw material savings. It’s one of the good things you can do with this dust control system. By raising or lowering the airflows, you can control how much, and what type of material to collect from the raw material base, that is desirable to collect, and would otherwise be lost from the production process, along with the dust. That’s where this device is of primary importance.
For us, it’s more important that we save on maintenance costs, and can stay within the limits set by environmental regulations.”
– How has it been working with Filtrabit?
”Filtrabit has had, from the start, a very innovative model. And it has developed all the time.
Working with Filtrabit has been very… How would I put it best… It’s both warm and flexible. Co-operatively we’ve solved any problems. If we’ve faced problems, no one has looked at who should solve the problem, just that it gets solved together.”